
:quality(80)/p7i.vogel.de/wcms/e7/a8/e7a8b383a84e19d694f7137b8694a5ab/0131367591v2.jpeg "Un système d'entraînement Faulhaber innovant pour la logistique intelligente. (Source : Faulhaber)")
:quality(80)/p7i.vogel.de/wcms/b7/fd/b7fd038a2e9c75443ed7881e089880d5/0131730001v2.jpeg "La grande famille des robots SCARA de KUKA. (Source : KUKA GmbH)")
:quality(80)/p7i.vogel.de/wcms/70/e8/70e861ed63be7ed58d605940a0c26f0f/0131297166v3.jpeg "À l'EPHJ, Beckhoff Automation mettra en avant une application cyber-résiliente complète. (Source : Marina Hofstetter)")
:quality(80)/p7i.vogel.de/wcms/96/06/960629d67fc8a704dff52d26dc085ef5/0130325941v2.jpeg "Exemple de résultat de l'approche de DfAM sur un support pour les satellites de télécommunciations Eurostar E3000. (Source : Airbus Defense and Space)")
:quality(80)/p7i.vogel.de/wcms/9d/bf/9dbf96d902fd54dcb9d021e6db94f07a/0130528115v2.jpeg "En avant-première au SIAMS 2026, Allemand Frères présente SWISSBENCH, sa toute nouvelle gamme d'établis Swiss Made . (Source : Allemand Frères SA)")
:quality(80)/p7i.vogel.de/wcms/b9/b8/b9b8f8feceea95858dada473fca7def0/0127865113v2.jpeg "MARS Solutions incarne une nouvelle génération d’entreprises industrielles suisses, fondée sur la proximité et la compétence. (Source : MARS Solutions SA)")
:quality(80)/p7i.vogel.de/wcms/ff/dc/ffdcdd98d81965ccd8fabfc504f7d3e6/0131376997v2.jpeg "Céline Sustandal, gérante de Tocqueville Materials for the Future, LFDE. (Source : LFDE)")
:quality(80)/p7i.vogel.de/wcms/8d/99/8d99ea84077a62865e5567b22b40160d/0131360315v3.jpeg "Lauren Riddiford, Aleš Hrabec et Jeffrey Brock (de gauche à droite) dans la salle blanche du Park Innovaare, juste à côté du PSI. C'est ici que sont créées les nouvelles structures magnétiques, qui sont modifiées de manière ciblée au laser. (Source : Institut Paul Scherrer PSI/ Mahir Dzambegovic)")
:quality(80)/p7i.vogel.de/wcms/4e/40/4e408d596b97fcb2b1a98830db4ec9e7/0131344446v2.jpeg "Décovi a développé des compétences spécifiques pour l'usinage du tungstène. Ici pour exemple, une masse oscillante. (Source : Décovi SA)")
:quality(80)/p7i.vogel.de/wcms/f2/cd/f2cd7014b8f80677ea1d76e119a7057e/0131334336v2.jpeg "Le Hänel Rotomat® procure une capacité de rangement énorme sur une faible surface au sol en exploitant au maximum la hauteur sous plafond. (Source : marks gmbh)")
:quality(80)/p7i.vogel.de/wcms/97/c2/97c214e0a0eb55162ffc3f8ca724b750/0131683946v1.jpeg "Découvrez le domaine de la haute précision avec TRUMPF à l'EPHJ, stand D107. (Source : TRUMPF)")
:quality(80)/p7i.vogel.de/wcms/5a/cf/5acfe813971db5d421e46c8d9ee49995/0131501969v2.jpeg "Ricci & Mottaz livre des pièces complètement terminées avec traitement et pré-montages. (Source : Ricci & Mottaz)")
:quality(80)/p7i.vogel.de/wcms/07/72/07721fba86165dea079874881f9e4498/0128892920v2.jpeg "Travailler dans le respect des normes d'hygiène les plus strictes : dans une salle blanche, les solutions modulaires et la technique de signalisation moderne d'item assurent un environnement de production optimal pour la technique médicale. (photo : item) (Source : item)")
:quality(80)/p7i.vogel.de/wcms/5e/7a/5e7a91261cd532bee2feda7d91a559bc/0130627205v2.jpeg "Les équipes du projet THERAMAP lors de l'évaluation de composants développés dans le cadre du projet. (Source : AddiPole)")
:quality(80)/p7i.vogel.de/wcms/46/dd/46dd648b13aa01390463d7ffa27701d9/0129958004v2.jpeg "Pablos Holman utilise sa créativité et son expertise pour développer des technologies qui vont dans le sens du bien commun. (Source : Marina Hofstetter)")
:quality(80)/p7i.vogel.de/wcms/66/e3/66e3bf2d2823edb5e6f6f4a8fb400815/0130020269v2.jpeg "Aura, Leo, et Marie : trois compagnons spécialisés propulsés par l'IA et conçus pour accompagner les ingénieurs dans leur travail quotidien. (Source : Marina Hofstetter)")
:quality(80)/p7i.vogel.de/wcms/6d/40/6d403fe7a1cc9327ef42c201a2d8854a/0131823623v2.jpeg "Victor Martinez prendra ses fonctions à la tête de la division sécurité / santé au travail de la Suva le 1er novembre 2026. (Source : SUVA)")
:quality(80)/p7i.vogel.de/wcms/a5/89/a58952344eb732d8a0c94f92671f93f3/0131674036v2.jpeg "Lors de l'assemblée générale ordinaire du GIM qui s'est tenue le 27 mai 2026, deux co-présidents ont été élus pour prendre la suite de Samuel Vuadens (à droite) : David Girod (2e en partant de la gauche) et Antonin Balestra (3e en partant de la gauche). (Source : GIM CH)")
:quality(80)/p7i.vogel.de/wcms/d5/2b/d52b52de6d6eae01cca1edb5cd296e86/0131872917v2.jpeg "Une croissance à deux vitesses : les entrées de commandes bondissent de 10,1 %, mais la situation des PME industrielles demeure fragile. (Source : Adobe Stock)")
Automatisation - Fabrication en grande série Bosch Rexroth livre une ligne automatique de production
>> ERLAS construit pour l’industrie automobile une ligne de fabrication entièrement automatique a cellules laser qui associe plusieurs techniques d’ assemblage. Une solution Rexroth d’automatisation multitechnologies garantit que tout s’imbrique parfaitement, même a un temps de cycle plus court.
Related Vendors
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/28600/28688/65.jpg "Logo.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/64500/64554/65.jpg "Schmidt_Technology_RGB.jpg ()")
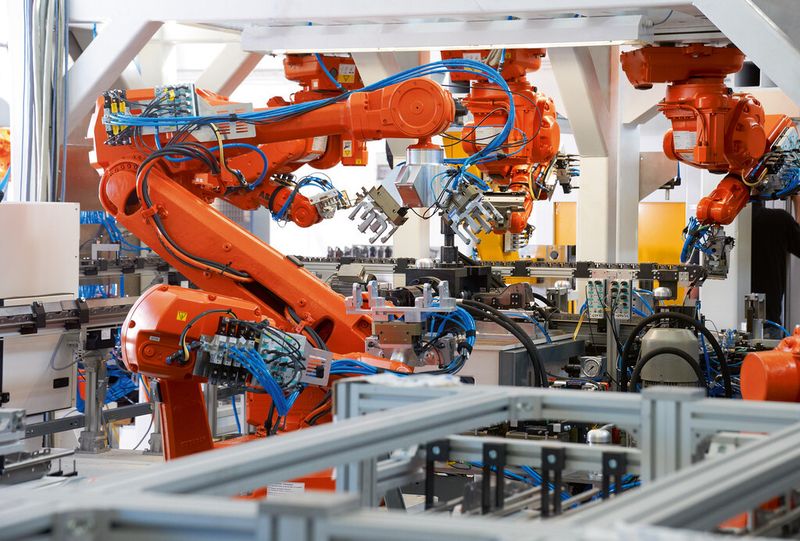
Rapides comme l’éclair, les robots orange pivotent sur leur axe, saisissent et déposent de petites pièces amenées en continu par les tapis de convoyage. Des éclairs de flash se produisent par intermittences dans une cellule d’usinage. Un scanner optique commande le rayon laser qui assemble les pièces par soudage. Sertissage, enclipsage, soudage au laser : l’assemblage entièrement automatisé de sept composants d’un sous-ensemble de sécurité pour système de direction n’a pas dépassé sept secondes chez un équipementier automobile de rang 1. Ce processus complexe est réalisé au moyen de 54 axes réels et cinq axes maîtres virtuels. La solution de commande Rexroth IndraMotion MLC en contrôle toutes les étapes. «En dehors du temps de cycle extrêmement court de 6,7 secondes pour l’usinage du composant soudé, testé et déposé sur un plateau porte-pièces pour petit matériel, le client a prévu une affectation à deux opérateurs de moins», selon Bernd Pögel, docteur-ingénieur, responsable du service construction chez ERLAS Lasertechnik GmbH à Erlangen en Allemagne et concepteur de la commande de l’installation, qui résume la complexité du problème. Sa solution met en oeuvre plusieurs techniques d’assemblage faisant intervenir sept robots à bras articulé et deux cellules de soudage au laser.
Contrôle de A à Z
L’installation exécute un nombre important de tâches en un temps record. « Nous avons très vite compris qu’une commande séquentielle ne nous permettrait pas d’atteindre la cadence exigée », reconnaît Bernd Pögel. La solution : une commande qui asservit en parallèle les différents cycles de mouvements et adapte automatiquement les autres axes concernés en cas de modification de l’un des paramètres. «Il est nécessaire d’intégrer les cycles de mouvements des robots dans le flux des matières de sorte qu’aucune panne ne se produise en cas de modification de la vitesse de rotation de l’axe maître», énonce Bernd Pögel pour décrire les impératives auxquels doit répondre l’installation. La commande Rexroth Motion-Logic-System IndraMotion MLC répond à ces impératifs. Elle repose sur l’automate programmable d’après la norme IEC 61131-3 et les bibliothèques fonctionnelles PLCopen. La partie matérielle coordonne 59 axes en temps réel par l’intermédiaire du bus d’automatisation Sercos. La fonction logicielle FlexProfile développée par Rexroth harmonise tous les mouvements concernés en cas de modification des paramètres et tient compte de paramètres externes fonction du temps.
Assemblage rapide et sûr
Le processus de fabrication des sous-ensembles débute par la mise en place automatique des pièces individuelles dans l’installation. Une machine à deux axes hydrauliques synchronisés pouvant développer un effort d’usinage de 50'000 N sertit trios pièces estampées à la prochaine opération tandis que les prochaines pièces arrivent sur l’installation par les convoyeurs vibrants. Trois robots à bras articulé à six axes les déposent sur un plateau porte-pièce pour être abloqués sous l’effet de ressorts. Une installation intelligente, composée de systèmes de transfert et de navettes, amène les plateaux porte-pièces à l’unité de levage en amont des deux cellules à laser alimentées par des convoyeurs aériens. C’est à ce moment-là que le laser à disque de 6 kilowatts doté d’un scanner 3D entre en action. Il exécute 24 soudures par pièce sur une longueur totale de 224 millimètres, mouvements d’orientation du plateau porte-pièce compris, en tout juste 4,9 secondes.
Alors que dans la première cellule, l’opération de soudage est en cours d’exécution, un sous-ensemble achevé est prélevé en parallèle dans la deuxième cellule et un plateau porte-pièce avec une nouvelle pièce à usiner est déposé dans celle-ci. Un commutateur de faisceau électronique active le rayon laser d’une cellule à l’autre, ce qui accroît le temps de fonctionnement du laser à presque 100 %.
Tolérance zéro : composant en place
La prochaine opération consiste à enclipser cinq petits elements en matière plastique sur la pièce soudée. Les convoyeurs vibrant séparent les pièces, les unités pick-and-place les déposent dans les mâchoires des pinces qui les serrent et après avoir pivoté les insèrent dans le sous-ensemble soudé. «Le plan indique une tolérance zéro», révèle Bernd Pögel. Dix axes asservis, conduits par un axe maître virtuel, vérifient que tout est en place. La dernière opération consiste à vérifier les valeurs de mesure liées à la fonction du sous-ensemble après assemblage. Dix autres axes asservis accompagnent le contrôle de la qualité et le marquage du sous-ensemble. «L’utilisation de composants d’automatisation Rexroth nous a permis de réduire considérablement les coûts de construction et de montage», souligne Bernd Pögel.
Sécurité intégrée
En plus de la commande, Rexroth a fourni les servo-entraînements IndraDrive, des composants de la technique linéaire et de la pneumatique ainsi que la totalité de l’hydraulique. Pour les unités de commande, ERLAS mise également sur l’ensemble des composants électroniques Rexroth, y compris les consoles de commande. «Nous avons pu ainsi réduire dans une large mesure le nombre de fournisseurs avec un interlocuteur unique pour la plupart des composants et des interfaces», déclare le responsable de la construction. La solution multitechnologies fait doublement gagner du temps au spécialiste du laser et à ses clients : par rapport à une programmation de commandes séquentielles, ERLAS a divisé le temps de cycle par un facteur trois et raccourci la durée d’exécution entre l’enregistrement de la commande et la remise de l’installation au client. Pour l’assister à la mise en route, ERLAS a mandate Fritz Automation GmbH, intégrateur de systèmes pour Rexroth. ERLAS y gagne ainsi la certitude que tout se déroulera sans problème 24 h sur 24. Les entraînements IndraDrive sont dotes de la sécurité intégrée «Safety on Board», un avantage pour ERLAS qui peut déclencher les fonctions de sécurité pour chacun des axes et des zones déterminées. Il est ainsi possible de régler en parallèle les cycles de mouvements de différents axes virtuels. Les entraînements IndraDrive peuvent être dynamisés en ligne en arrière plan, ce qui évite les temps d’immobilisation pour l’analyse des erreurs. L’installation peut ainsi effectuer l’assemblage rapide et sûr des sous-ensembles 24 heures sur 24. <<
(ID:36187850)
:quality(80)/p7i.vogel.de/wcms/fb/38/fb386c760523888675bba34701107327/0125122548v4.jpeg "Guillaume Herren, responsable technique et production de la tôlerie et Alexandre Herren, directeur associé et responsable du secteur tôlerie industrielle, découpe laser et jet d'eau chez Herren Frères & Cie. (Source : MSM_GB)")
:quality(80)/p7i.vogel.de/wcms/ea/ee/eaee4c6c8201852863f1ad11b0acbf4d/0124908457v2.jpeg "Soudage MIG de composants en aluminium dans la cellule de soudage robotisé. (Source : Fronius International GmbH)")